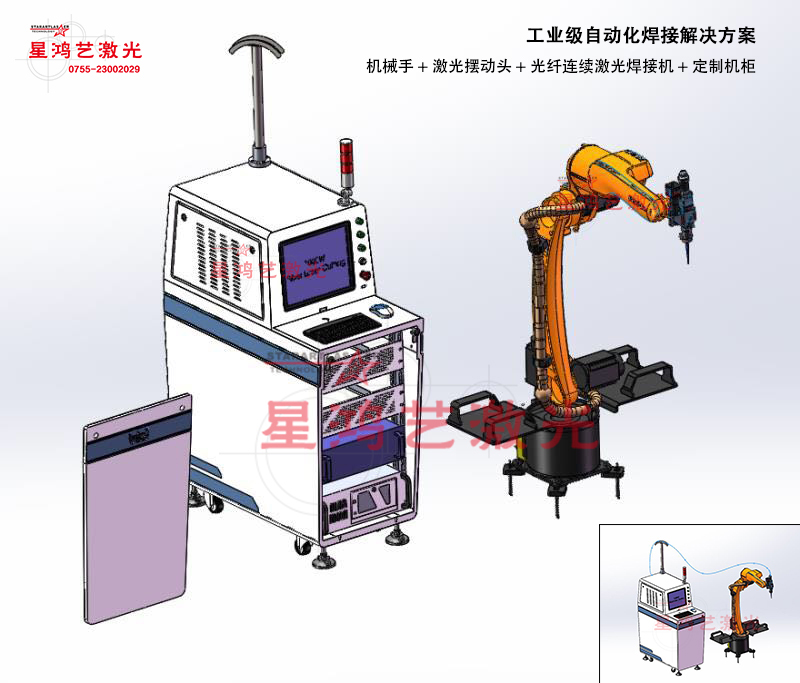
一 、冷凝器激光焊接介绍
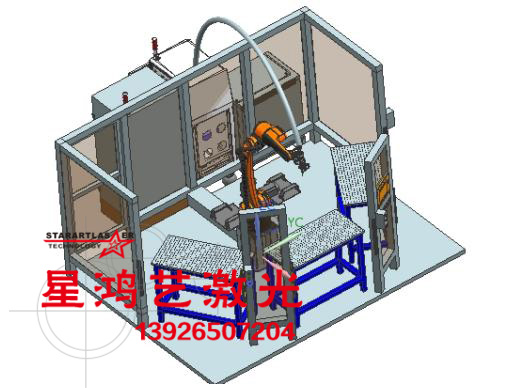
对冷凝器集流管专用焊接设备进行工艺设计、制造、安装与调试、技术服务的工程,本套方案分为焊接系统和半自动化工作台方案两部分。
冷凝器焊接客户案例视频
本解决方案为汽车冷凝器焊接平台,所具有功能如下:
(1)本系统能够完成冷凝器结构件定位焊接;
(2)对两个以上工位能进行手动夹紧焊接(参考本文视频),焊接夹具由客户提供(或星鸿艺代设计提供),散热器的设计图纸、三维数模和待焊零件由客户提供,客户将确保图纸、数模和零件的尺寸、形状和精度的准确性,以使本设备所焊接产品达到客户要求;散热器的焊接质量和性能由设备系统和待焊零件共同保证;
| 焊接工艺 | 焊丝 | 保护气体 | 用电(1小时) | 工资 | 焊接作业方式 |
| 激光焊(自动) | 无 | 压缩空气/氮气 | 6度 | 无 | 自动化 |
| 氩弧焊(人工) | 需要 | 氩气 | 8.5度 | 焊工一个工件1.5角 装配工一个1角 | 装配+焊接2人 |
2 . 耗材方面:激光焊有明显的优势,和氩弧焊相比焊接一个冷凝器所需的耗材能为企业节省3-4角。激光焊接一个冷凝器的时间在1分钟左右,1天24小时焊接一年的话可以为企业节省几十万的耗材成本。
3 . 大幅减少人工管理成本。
人工公司+耗材+管理成本一年可以为企业节省60-100万左右的生产成本。
二 、焊接说明
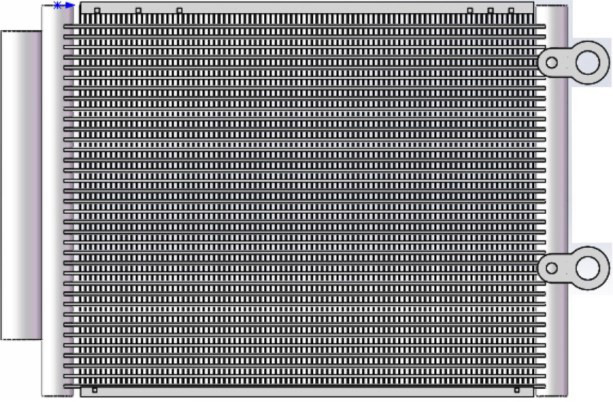
1、焊缝要求:
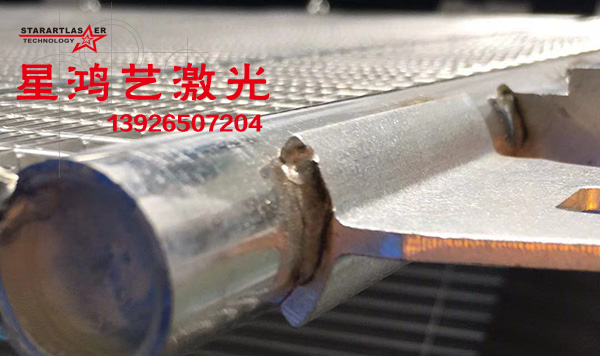
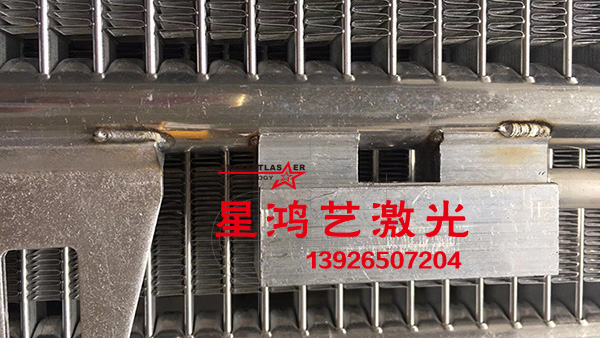
1.1、采用 1000 瓦连续激光器焊接使用功率≤ 80% ;:
1.2、焊接采用激光摆动焊接,焊缝外观:光滑匀称、颜色亮色、焊缝收弧过渡目测自然, 不存在明显的过渡“痕迹",两边圆角均匀过渡。
1.3、冷凝器焊点确认
3、设备组成部分
| 设备名称 | 产地 |
| 光纤连续激光焊 (1000W) | 国产(进口) |
| 激光摆动头 | 星鸿艺(自主研发) |
| 冷水机 | 国产 |
| 控制系统 | 星鸿艺定制 |
| 激光电源 | 星鸿艺定制 |
| CCD 系统 | OSPR |
| 机柜 | 定制 |
| 机械手 | 发那科(日本) |

| 主要参数名 | 单位 | 说明 |
| 工作模式 | - | 连续/调制 |
| 偏振 | - | 任意 |
| 中心波长 | nm | 1077-1083 |
| 全高半宽谱宽 | nm | <3 |
| 额定最大输出功率 | W | ≥1000 |
| 功率调节范围 | % | 10-100 |
| 功率稳定性(>24小时)/td> | % | <3 |
| 光束质量 | M2 | <1.3 |
| 最大调制频率 | KHz | 20 |
| 波形升降时间 | us | 10 |
| 激光输出头 | - | QBH |
| 输出光纤长度 | M | 10-15 或客户定制 |
| 冷却方式 | - | 水冷 |
| 冷却水温度 | ℃ | 25±1 |
| 工作环境温度 | ℃ | 5~40 |
| 存储温度 | ℃ | -10~60 |
| 工作电压 | VAC | 220±10% 50/ 60Hz |
| 最大输出功率 | W | 1000 |
| 产品尺寸LxWxH | mm | 784*482*202mm |
光纤激光器相对于传统的激光器,能够使每瓦的泵浦光转换效率提高10倍以上,光电转换效率高于35%,更低的能量消耗,且免维护,使用寿命长,成本效益远远优于其他类型激光器。 本系列可调制单模风冷系列200W波长1080nm光纤激光器是专门针对金属激光切割、激光焊接,金属3D打印等加工的工业级产品。光束质量好、切缝窄,能快速、稳定切割薄板。紧凑型结构设计,便于操作,可以直接安装到用户设备中。采用国际标准的QBH光纤输出头。国际标准的RS232串口控制,配合专用监测软件, 方便对激光器进行状态监控和报警提示。
| 最大功率 | 2000W |
| 准直焦距 | 100mm,150mm |
| 聚焦焦距 | 200mm,250mm |
| 重量 | 6.5KG |
| 可配各种带有QBJ接头激光器 | |
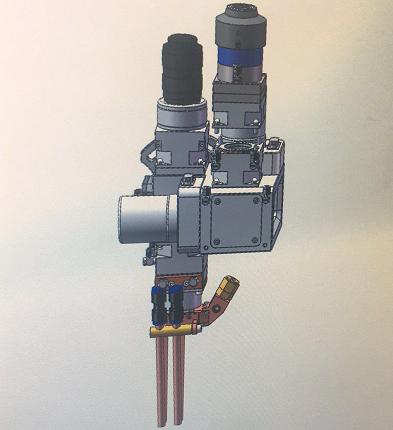
概述:
此激光摆动头在高反光材料焊接,大功率焊接应用方面有很强的优势,是一款经济高效的焊接头。焊接头采用点击驱动X,Y轴振镜片,具有多种摆动模式,且摆动焊接允许工件有不规则焊缝,更大间隙等加工参数可以显著提高焊接质量。焊接头内部结构完全密封,可以避免光学部分受到灰尘污染。配有气帘部件,减少焊接烟尘和飞溅残渣对光学镜片的污染。保护镜片采用抽屉式结构,更换方便。
特别说明:本激光头属于自研产品(公司核心竞争力部件)。

概述:
1.采用网线传输,传输速度快,频率可达到20MHZ,传输距离长,抗干扰好,接线方便。
2.采用四层电路板设计,电源层、地单独分开作为两层,每一路I/O均做了光耦隔离,抗干扰性能更好。
3.网线控制不需要PCI插槽,适于台式机,笔记本等各种电脑。网线数控卡的脉冲和方向信号输出电流最大可达50mA,可驱动两个驱动器,可用于双驱。
4.直接在硬件底层做复杂的加减速算法,比pci加减速更快更平稳,运动轨迹中的拐弯加减速更快更平稳。
5.可输出0-10V模拟电压实时控制光纤激光功率;可输出24伏PWM信号控制光纤激光器频率和脉宽;
6.焊接时间精确可控,焊接功率可任意调节,可精准控制焊接头焊接各种图形。

| 显示屏 | 12.1英寸TFT高清数字屏(4:3) |
| 分辨率 | 800×600 |
| 对比度 | 350:1 |
| 可视角度 | 150°/150° |
| 观察倍数:CCD定位系统,10倍高清放大。 | |
概述:
激光焊接机专用CCD监控器,激光焊接观察系统,CCD是一种半导体器件,能够把光学影像转化为数字信号。
CCD上植入的微小光敏物质称作像素(Pixel)。一块CCD上包含的像素数越多,其提供的画面分辨率也就越高。
电子显示位置无任何漂移可代替十字线信号发生器。电子线叠加在CCD摄像头输出的信号上在显示器上显示可根据需要調整。

| 电源: | 380V-/50HZ |
| 操作模式 | LCD 显示,按键 |
| 控温精度 | ±0.5℃ |
| 控温范围 | 零下5℃-35℃ |
| 流量 | 最大58L/min |
| 冷媒 | R22 |
| 冷媒注入量 | 6KG |
| 总功率: | 2.8KW |
概述:
1、微电脑控制系统,可自动控制整机运行,全自动防错操作系统,内置安全保险。
2、水泵,高扬程,特别适合于输送对水质要求高的行业。
3、电气部分均为国际品牌原厂产品,保证机器工作稳定,寿命长久。
4、超(高、低)温和流量双重保护,配备流量保护开关,当水泵发生故障或水量减少时,流量开关动作,自动断开机器电源。
5、全盘管管式水箱蒸发器,防止纯水在输送过程中固体和其他金属杂质。
6、产品规格多样,品种齐全,适合于不同于规律的机器上配套使用。
7、精密数显温度控制器,能精确控制水温于±0.1度(±0.1度)按键式操作。无需专业人员均能正常使用。
概述:
定制机柜,尺寸:1100*560mm*1456mm。
主要装配激光器、工业电脑、连接线路以及相关控制办卡。
三、现场示意图
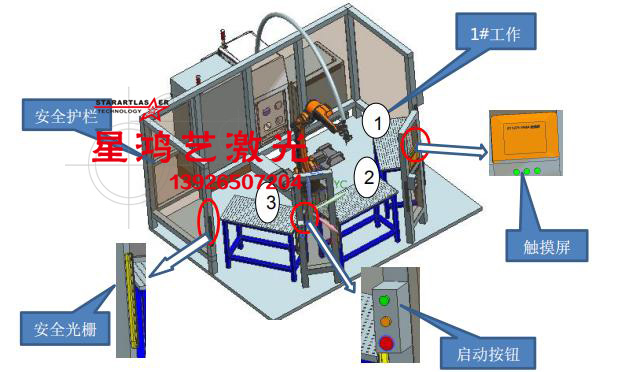
四、工作站作业流程
概述:
三个工位可轮流焊接,也可单独焊接,最大限度的提高设备利用率,以下为工作流程:
1) 将工件组合到“1#”工装上;
2) 组合完毕后按下1#工装的启动按钮,机器人开始焊接。
3) 操作者可以再进行下个工位的工件安装,依次循序进行。
4) 如需切换产品,可以任选工位进行工装切换,不会影响其他工位机器人焊接,但是安装完毕后,需要将触摸屏上的手/自动开关打到手动上进行相应程序的选择,选择完毕后打到自动状态进行复位焊接。
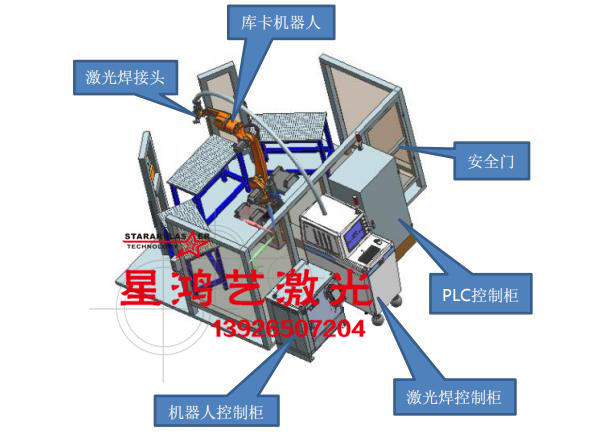
五、机器人配置说明
| 序号 | 名称 | 数量 | 单位 | 分项 | 数量 | 单位 | 品牌 |
| 1 | 机器人及控制系统 | 1 | 台 | 机器人本体 | 1 | 台 | 发那科 |
| 机器人控制器 | 1 | 台 | 发那科 | ||||
| 机器人示教盒 | 1 | 台 | 发那科 | ||||
| 机器人链接电缆 | 1 | 台 | 发那科 |
六、HMI及PLC控制柜配置说明
| 序号 | 名称 | 数量 | 单位 | 分项 | 数量 | 单位 | 品牌 |
| 1 | HMI及PLC控制系统 | 1 | 套 | 可编程控制器 | 1 | 台 | 三菱/西门子 |
| 触摸屏 | 1 | 台 | 西门子 | ||||
| 开关电源 | 1 | 台 | 台湾明纬 |
七、外围设备配置要求
| 序号 | 名称 | 数量 | 单位 | 分项 | 数量 | 单位 | 品牌 |
| 1 | 外围设备 | 1 | 套 | 外围护栏 | 1 | 套 | 星鸿艺 |
| 光栅 | 3 | 付 | 基恩士/欧姆龙 | ||||
| 其他附件 | 1 | 套 | 星鸿艺 |
八、工装要求
1) 工装稳定性好,保证焊接工件一致性公差≤0.3mm
2) 工装更换轻松便捷,操作方便
3) 工装保证焊接件可以易装易取。
4) 工装结构简洁巧妙,无局域焊接影响
九、工作环境要求
三相交流电:380±10%,50 HZ±5% 220±10%,50 HZ±5%
环境温度:-10-40℃
相对湿度:≤80%
气源要求:压缩空气0.5~1MPa 氮气要求10~15mL/min
十、验收
1、预验收 :
乙方设备制作完成在发货前通知客户到现场进行设备预验收,如客户原因无法到达乙方现场预验收,则视为验收通过,双方签订预验收单。
2、终验收 :
1)用于验收的焊接材料符合技术要求。
2)设备安装调试完毕后交于客户生产,有客户连续运行5天后,进入验收流程,若有生产计划,客户可连续生产一周,若无生产计划,客户可提供不低于300件的部品进行连续生产验证。
3)验收方法:一周内每天连续运行8小时,要求动作无误,工装切换方便,程序调动无误,满足生产设计要求。。
3、验收内容:
3.1 实际与方案的一致性(除现场原因或客户提出变更)。
3.2 机器人品牌选型是否与方案一致。
3.3 电器元件是否与方案一致。
3.4 工装稳定性是否满足要求。
3.5 工装切换是否方便。
3.6 触摸屏功能是否满足要求。
十一、甲乙双方职责
11.1客户职责
1)客户负责一次侧电源、气源连接。
2)客户向乙方提供没品种不少于10套的调试件。
3)客户安排专职的人员参与设备安装调试、维护以尽快的了解设备性能及操作方法。
4)客户在保质期内不得私自拆卸挪移设备,否则乙方不予以维护。
11 . 2 乙方的职责
1 ) 根据客户要求设计、安装、调试工作站。
2 ) 乙方对客户技术人员进行机器人及电气培训。
3 ) 乙方向客户提供电气图纸、机械图纸、设备说明书、易损件清单。
十二、售后及响应
1 ) 客户满意度100%。
2 ) 客户在使用期间遇到设备出现故障,或通过电话等技术支持服务方式仍无法解决用户问题时,客户服务流程进入现场支持服务阶段乙方做出响应,24小时内赶赴客户现场。
十三、 技能培训
设备安装前用户技术人员2人到本公司进行免费培训;安装后公司派谴合格的技术人员到用户所在地对全体使用人员进行现场培训,必要时与用户协商另安排时间请专家讲课。培训人员和技术人员的旅差、食宿、培训场地和消耗品等费用均由免费提供。
汽车冷凝器激光焊接解决方案---星鸿艺激光
(原创文章,转载须注明:星鸿艺激光。)---帮助客户大幅降低生产成本, 提升行业竞争力!
浏览过的用户,还查看以下内容





















最新动态
-

激光设备定制化服务
为客户竭尽全力生产最好非标自动化激光焊接设备!
-
- [2019-07-13]手持激光焊机
- [2019-04-26]手持激光焊枪!光纤连续/脉冲手持焊接头
- [2019-04-26]激光焊优势,和相关配置与工艺介绍
- [2019-03-28]铝材激光焊接效果
- [2019-03-09]激光焊接应用前景
- [2019-01-14]激光焊接会越来越普及!
- [2018-12-01]金属工件激光焊接
- [2018-11-15]激光焊接设备多少钱
- [2019-06-29]激光焊接可以用那么保护气,都有什么作
- [2019-06-02]农机齿轮采用激光焊接工艺
- [2019-01-24]钣金行业激光焊接解决方案
- [2018-12-03]汽车冷凝器激光焊接解决方案
- [2018-09-01]厨具激光焊接
- [2018-07-07]铜激光焊接
- [2018-06-16]电池盖帽激光焊接
- [2018-06-09]304不锈钢激光焊接
- [2019-08-03]手持激光焊机好用吗?
- [2019-07-27]激光焊接强度如何,到底结实吗?
- [2019-03-04]链轮、齿轮采用大功率激光焊接,技术分
- [2018-10-21]五金工件激光焊接
- [2018-09-08]激光焊接效率高吗?
- [2018-08-11]激光焊接温度有多少度?
- [2018-08-04]永康保温杯,焊接可采用激光焊接机
- [2018-04-24]无缝激光焊接
-
常见问题
- 激光焊接机多少钱,都受那些因素影响?
- 激光焊接机价格,主要看激光焊机生产厂家,焊接类型和市场因素...
- 激光焊接机哪家好?为什么都喜欢选择深圳的厂家?
- 在深圳范围内,各大激光焊接机厂商各有优势,从使用的口碑和售后服...
- 光纤激光焊接机有什么优势?
- 光纤激光焊接机可以焊接各类金属材料,而且可以满足不同行业的焊接...
- 铝合金激光焊接机焊接铝合金怎么样?
- 近两年激光焊接机在铝合金加工行业得到了很好的发展,铝合金门窗业...
- 塑料激光焊接机可以焊多薄的塑料?
- 塑料焊接优点包括:焊接精密、密封不透气和不漏水,焊接厚度1mm...
优质的客户服务体系
售前与售后,星鸿艺的服务人员始终以开放、专业、高效、感恩的心态全心全意服务于我们的每一位客户!

激光设备咨询服务
坚守诚信坦诚相待
有意向或刚性需求的客户,欢迎来电咨询星鸿艺,您的各种疑问在星鸿艺都能得到解答。

为客户免费打样品
用心为客户打造满意的样品
欢迎到星鸿艺免费打造样品,我们有最好的师傅为您竭诚 服务,保证打造的样品让客户满意。

终身产品技术支持
因为专业方可做到最好
给客户最好的产品且终身提供最好的技术支持,有啥问题 就找星鸿艺,实时解决,让客户用着放心。

客户满意“知我”初心
因不忘初心才能与客户同行
把产品做到最好,把服务质量做到最优,客户才会信任,我 们才能与客户同行,才有今天的星鸿艺激光。。
星鸿艺属国内优质激光设备生产商。始终怀着感恩的经营理念,并契合工业4.0时代到来及“中国制造2025”的深入推进顺势从传统制造工厂向“智能制造”时代的跨越,为实现中国制造走向全球的中国梦而奋斗。我们始终坚持客户是上帝,坚持诚信经营,坚持为客户创造最大价值为目标,在激光技术应用领域,不断创新,优化产品,给客户带来实实在在的好设备。